دانلود با لینک مستقیم و پر سرعت .

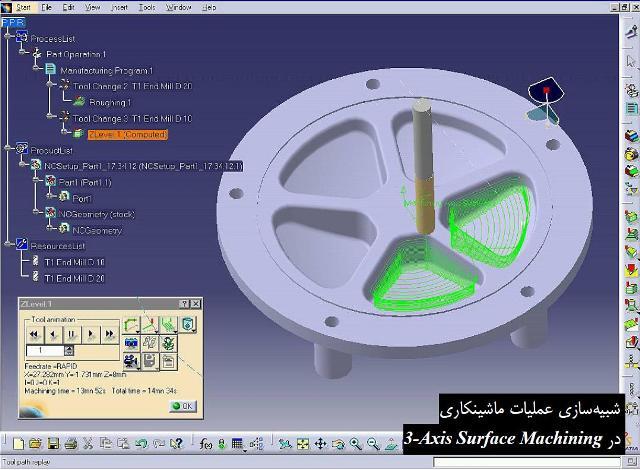
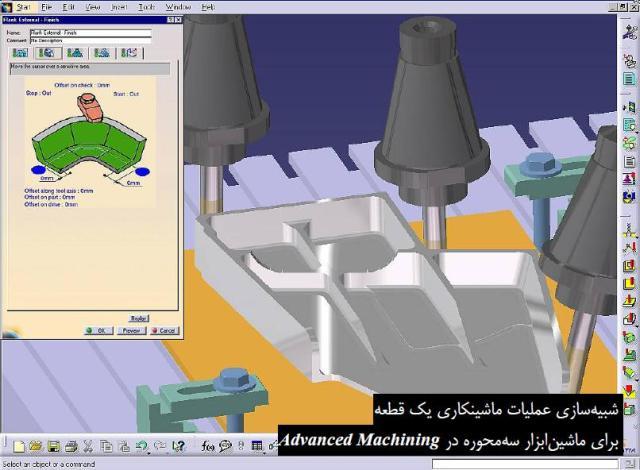
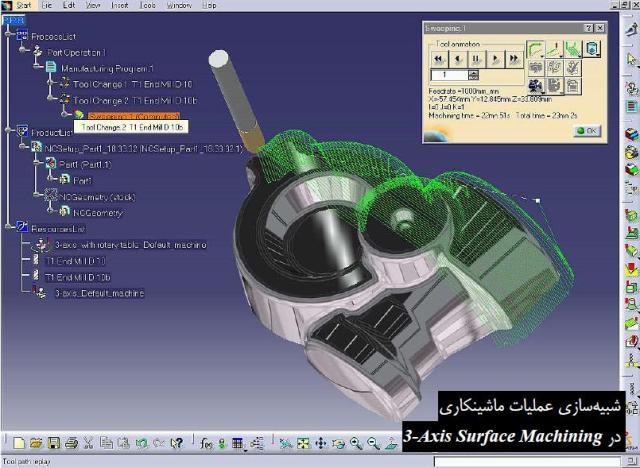
در محیط Advanced Machining و 3Axis Surface Machining نرم افزار کتیا، عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره تعریف می شود. فناوری فرزکاری با سرعت های بالا توسط محیط های نامبرده شده در بالا پشتیبانی می شود. سایر امکانات این محیط کاری مشابه سایر محیط های کاری مجموعه Machining است. ماشینکاری سطوح، یک عملیات چند سویه است و با نیازهای کاری کاربران هماهنگ می باشد. مسیر تعریف شده برای عملیات ماشینکاری می تواند از فرم یک ناحیه از قطعه تبعیت کند (Area Oriented) یا مستقلاً تعریف شود (Operation Oriented).
در روش Area Oriented قبل از تعریف عملیات ماشینکاری، تمام ناحیه هایی که باید ماشینکاری شود به سیستم معرفی می شود. کاربرد این روش زمانی مفید است که طراح می داند برای ماشینکاری یک قطعه پیچیده باید چه عملیاتی برای هر کدام از ناحیه ها استفاده شود. این امکان زمانی بیشترین کاربرد را دارد که به عنوان مثال باید یک خانواده از قطعات مشابه ماشینکاری شود و از ماشین ابزار برای تولید انبوه استفاده می شود. پس از تعریف ناحیه های مورد نظر بر روی یک قطعه یک عملیات برای هر ناحیه اختصاص داده می شود. در انتها برنامه ای که برای یک قطعه تعریف شده است برای تک تک اعضای یک خانواده به مرحله اجرا در می آید. در روش Operated Oriented کاربر به صورت تدریجی برنامه عملیات ماشینکاری را به صورت عملیات متوالی تعریف می کند. این مورد برای تولید یک قطعه منفرد یا تولید محدود مناسب است زیرا به او امکان می دهد تا به صورت قدم به قدم مراحل ماشینکاری را تعریف کند. در این روش پس از انتخاب عملیات، ناحیه یا ناحیه هایی را که باید ماشینکاری شوند با انتخاب کل قطعه، یک وجه از قطعه یا گروهی از وجوه قطعه انتخاب می شوند. سپس پارامترهای مورد نظر در پنجره فرمان تعریف و در نهایت عملیات اجرا می شود. در صورت صحت نتیجه، عملیات برای ناحیه های باقیمانده انجام شود...
آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA، یکی از کتاب های مفید و کاربردی در زمینه ماشینکاری با نرم افزار کتیا می باشد. این کتاب مشتمل بر 227 صفحه، به زبان انگلیسی روان، تایپ شده، به همراه تصاویر رنگی، با فرمت PDF، به ترتیب زیر گردآوری شده است:
Getting Started
Enter the Workbench and Setup the Part Operation
Create a Roughing Operation
Create an Isoparametric Machining Operation
Create a Multi-Axis Flank Contouring Operation
Generate NC Code
User Tasks
Drilling Operations
2.5-axis Milling Operations
3-axis Milling Operations
Cavities Roughing
Multi-Axis Milling Operations
Multi-Axis Flank Contouring: Tanto Fan
Multi-Axis Flank Contouring: Combin Tanto
Multi-Axis Flank Contouring: Local Modifications
Multi-Axis Flank Contouring: Non Adjacent Drives
Multi-Axis Helix Machining: Lead and Tilt
Multi-Axis Helix Machining: Interpolation
Auxiliary Operations
Part Operations, Manufacturing Programs and Machining Processes
NC Manufacturing Entities
Verification, Simulation and Program Output
Tool Path Editor
Editing a point
Editing an area
Split on Collision Points
Transformations
Connecting tool paths
Reversing a toolpath
Approaches and Retracts in tool paths
Packing a tool path
Checking tool holder collision
Creating Geometries
Tool Path Editor Parameters
Workbench Description
Menu Bar
Toolbars
Specification Tree
Customizing
General
Resources
Operation
Output
Program
Photo/Video
Reference Information
Multi-Axis Flank Contouring Operations
Multi-Axis Helix Machining
Cavities Roughing
Methodology
Collision-Free Multi-Axis Helix Machining
Glossary
Index
* توجه: کاربران نگران زبان انگلیسی کتاب نباشند. حتی کاربرانی که سر انگشتی زبان انگلیسی یاد دارند قادر خواهند بود از این کتاب بهره کافی را ببرند. لازم به ذکر است که آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA در این کتاب به صورت قدم به قدم (Step to Step) همراه با تصاویر واضح و رنگی می باشد.
جهت خرید آموزش عملیات فرزکاری و سوراخ کاری ماشین های ابزار سه محوره در محیط Advanced Machining نرم افزار CATIA به مبلغ فقط 2000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
")

