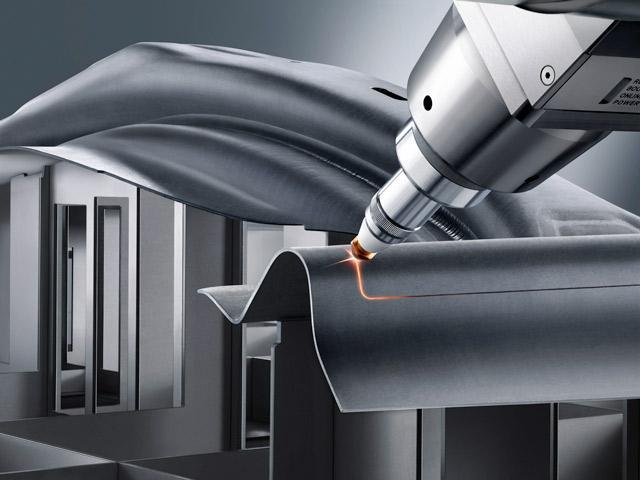
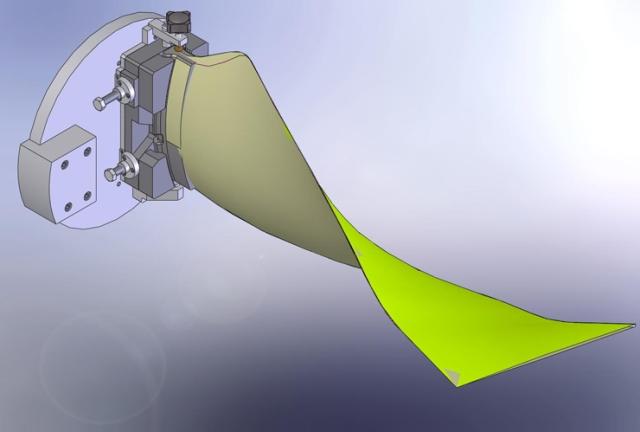
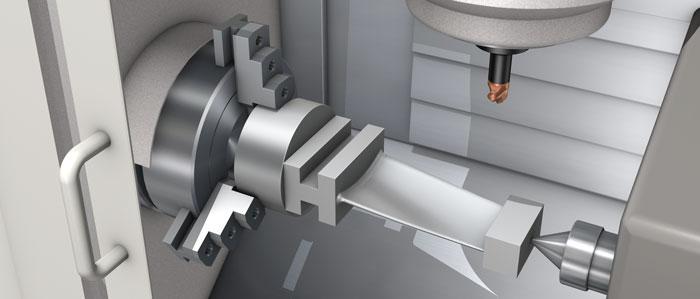
ساخت پرههای توربین به دلیل بارهای مکانیکی و دینامیکی زیادی که بر آنها وارد میشود از اهمیت زیادی برخوردار است. نواحی مختلف پره شامل شرود و مناطق آب بندی، ایرفویل، شاتک و سوراخ های خنک کاری و ریشه می باشد که هر منطقه بسته به جنس پره و نوع استفاده پره (صنایع هوایی یا سایر صنایع، کمپرسور یا توربین) به روش های مختلف ساخته می شود. در حالت کلی برای ساخت پره توربین یا کمپرسور ابتدا ماده خام را به یکی از روش های آهنگری یا ریختهگری دقیق به شکل اولیه موردنظر در میآورند. سپس برای اینکه قسمت های مختلف پره را به اندازه نهایی برسانند از روش های مختلف ماشینکاری استفاده مینمایند. دقیقترین قسمت پره به لحاظ ابعادی، قسمت ریشه آن میباشد که معمولاً از روش سنگزنی خزشی برای ماشینکاری آن استفاده میشود. به طور کلی ساخت پرههای متحرک موتورهای توربین گازی با توجه به شکل پیچیده و شرایط کاری حاد از تکنولوژی بالایی برخوردار است.
در این میان ریشه پره با توجه به نیروهایی که به آن وارد میشود نسبت به بقیه قسمت های پره دارای کیفیت سطح و دقت ابعادی بالایی میباشد. تاکنون کیفیت سطح نامناسب مانع از به کارگیری روش تخلیه الکتریکی (وایرکات) برای ماشینکاری ریشه پره میشد. اما اخیراً با توجه به پیشرفت های به وجود آمده در مولد ماشین های وایرکات، استفاده از این روش برای ماشین کاری ریشه پره مورد توجه قرار گرفته است. معمولاً برای ساخت ریشه پره توربین، از روش سنگزنی خزشی و قسمت کمپرسور از روش خانکشی استفاده میشود اما اخیراً در خارج از کشور ساخت ریشه پره با روش تخلیه الکتریکی مورد توجه قرار گرفته است. یکی از عواملی که تاکنون مانع از استفاده این روش برای ماشینکاری ریشه پره میشد، کیفیت سطح نامناسب با توجه به حرارتی بودن این روش است. اما اخیراً با توجه به پیشرفت هایی که در مولد این ماشین ها بوجود آمده است استفاده از آن را برای ماشینکاری ریشه پره امکانپذیر ساخته است. برای ماشینکاری ریشه پره کمپرسور که از جنس فولاد زنگ نزن است معمولاً از روش خانکشی استفاده میشود از مزایای این روش یک سرعت بالا، دقت فرم ها و سطوح تولید شده به وسیله خانکشی در حد مطلوب و عمر ابزار طولانی و قابلیت و سهولت در ایجاد پروفیل های نامنظم بدون نیاز به اپراتور ماهر میباشد...

جزوه آموزشی ماشینکاری پره های توربین با ماشین CNC، جزوه ای مفید و کاربردی در زمینه ماشینکاری پره های توربین با دستگاه های CNC می باشد. این جزوه مشتمل بر 26 بخش، 29 صفحه، به زبان انگلیسی روان، تایپ شده، به همراه تصاویر، با فرمت PDF، به ترتیب زیر گردآوری شده است:
Chapter 1: Cutting tools for turbine blades
Chapter 2: Blade machining strategies
Chapter 3: Machining the fixturing elements
Chapter 4: Machining the root of the blade
Chapter 5: Machining a ‘Christmas tree’ profile
Chapter 6: Machining a deep slot in the blade root by end milling
Chapter 7: Slot milling
Chapter 8: Machining the rotor power generation turbines
Chapter 9: Machining the blade body
Chapter 10: Roughing the rhombus parallel to the blade axis, using one tool
Chapter 11: Roughing the rhombus parallel to the blade axis, using two tools of different diameter
Chapter 12: Roughing the rhombus machining the roof slopes
Chapter 13: Roughing the pressure side peripheral milling
Chapter 14: Roughing the pressure side waterline milling, parallel to the blade axis
Chapter 15: Roughing the pressure side plunge milling
Chapter 16: Roughing blades using turn milling techniques
Chapter 17: Semi finishing the blade
Chapter 18: Finishing the blade
Chapter 19: Adjustable guide blades turning or turn milling
Chapter 20: Machining examples for adjustable guide blades
Chapter 21: Other blade machining operations
Chapter 22: Machining with an automatic bar fed machine
Chapter 23: Peel milling - Multi Spindle
Chapter 24: After finishing
Chapter 25: Trouble shooting and general advice
Chapter 26: Special machining parameters for HRSA and Ti
جهت خرید جزوه آموزشی ماشینکاری پره های توربین با ماشین CNC به مبلغ فقط 2500 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.
جزوه آموزشی ماشینکاری پره های توربین با ماشین CNC
")